食品饮料行业如何通过水处理工艺升级轻松通过FDA认证
🥛 食品饮料/乳制品 2026-04-16
引言
在全球食品贸易一体化的背景下,美国食品药品监督管理局(FDA)的认证标准被视为食品安全领域的“黄金标尺”。对于致力于出口或追求国际顶尖品质的食品饮料企业而言,水质不仅是产品的核心原料,更是决定能否通过严苛审核的关键变量。
传统的“达标排放”思维已无法满足现代食品安全体系的要求。从水源地的选择到终端产品的每一滴用水,FDA都要求企业建立基于风险的预防性控制体系。本白皮书将深入剖析如何通过系统性的水处理工艺升级,构建符合FDA标准的“水质护城河”,助力企业实现从合规到卓越的跨越。
核心挑战:FDA对水质的严苛要求解析
FDA对食品饮料行业的水质监管,核心依据包括《食品安全现代化法案》(FSMA)以及21 CFR Part 129(瓶装水加工、销售和运输的现行良好生产规范)等法规。其核心逻辑在于“全过程控制”与“零容忍风险”。
微生物指标的绝对控制
FDA对致病菌(如大肠杆菌、沙门氏菌、李斯特菌)采取零容忍态度。传统的氯消毒虽然有效,但可能产生三卤甲烷等致癌副产物,这与FDA倡导的“清洁标签”和“无化学残留”理念相悖。因此,如何在不引入有害化学残留的前提下,彻底杀灭微生物,是工艺升级的首要任务。
化学污染物的精准剔除
除了常规的农药残留和重金属,FDA特别关注新兴污染物,如全氟和多氟烷基物质、微塑料以及内分泌干扰物。这些物质往往分子量小、难以通过传统过滤去除。企业必须证明其水处理系统具有稳定去除这些特定污染物的能力,并提供详尽的验证数据。
工艺用水的标准化与一致性
FDA审核不仅看最终产品,更看过程的稳定性。如果水处理系统出水水质波动大,即便偶尔达标,也会被视为过程控制失效。这就要求水处理工艺必须具备极高的自动化水平和抗冲击负荷能力。
工艺升级路线图:构建多重屏障体系
为了轻松应对FDA认证,企业应摒弃单一的过滤思维,转而采用“多重屏障”策略。通过物理过滤、膜分离技术与先进氧化的组合,打造无死角的安全防线。
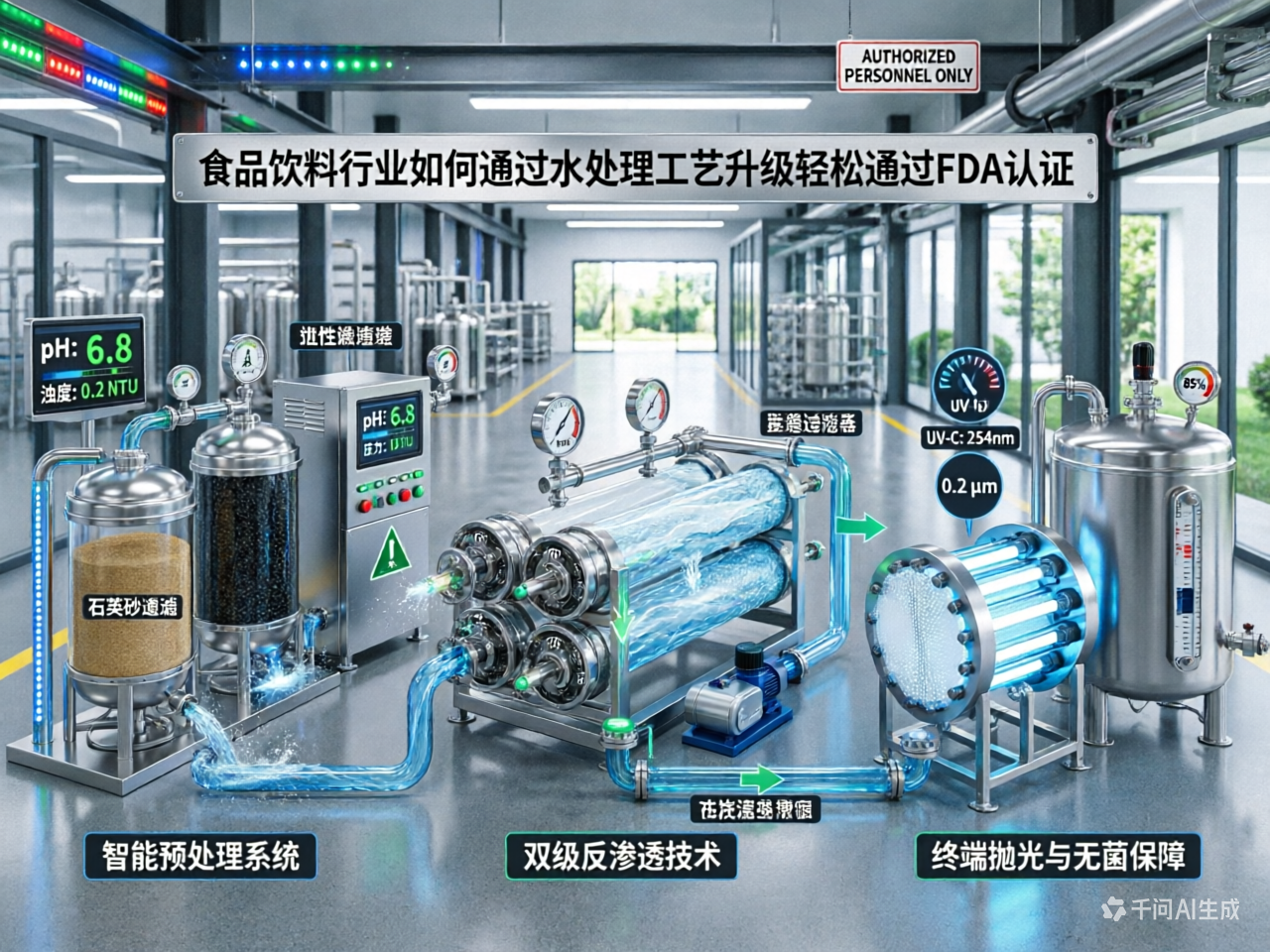
第一道防线:智能预处理系统
原水中的悬浮物、胶体和有机物是后续精密膜系统的杀手。升级后的预处理系统应包含多介质过滤与活性炭吸附。多介质过滤器利用石英砂、无烟煤等不同比重的滤料,有效拦截≥20μm的颗粒物,降低浊度。
活性炭过滤器则是去除余氯和有机物的关键。余氯会不可逆地氧化破坏反渗透膜,而活性炭通过巨大的比表面积吸附有机物,改善水的口感和气味。建议在此环节引入在线余氯分析仪与流量联动控制,确保出水余氯严格控制在0.1mg/L以下,为后续工艺提供安全屏障。
第二道防线:双级反渗透技术
反渗透技术是FDA认证中的核心工艺,其脱盐率通常高达99%以上,能有效去除溶解盐类、重金属、细菌和病毒。为了达到FDA要求的极高稳定性,建议采用“双级反渗透”配置。
一级反渗透去除绝大部分杂质,产水再进入二级反渗透系统进行深度脱盐。这种配置不仅能将电导率降至极低水平(如<10μS/cm),还能有效应对原水水质波动带来的冲击。对于对硬度敏感的饮料(如啤酒、碳酸饮料),双级反渗透能精准调控矿物质含量,确保产品风味的一致性。
第三道防线:终端抛光与无菌保障
在反渗透之后,建议引入EDI(电去离子)技术或核子级混床,将水质提升至超纯水级别(电阻率≥18.2MΩ·cm),彻底去除微量离子。
针对微生物控制,应采用“紫外线+臭氧”的双重杀菌工艺。254nm波长的紫外线用于破坏微生物的DNA/RNA,实现即时杀菌;而臭氧则利用其强氧化性在管网中维持持续的杀菌能力,防止生物膜的形成。FDA认可臭氧作为食品加工中的安全消毒剂,且其最终分解产物为氧气,无有害残留。
数字化合规:数据完整性与可追溯性
FDA审核的重中之重是“数据完整性”。企业不仅要生产合格的水,还要能拿出无可辩驳的数据证明生产过程受控。
在线监测与实时报警
升级后的系统应配备工业级PLC控制系统和SCADA监控系统。关键参数如电导率、pH值、流量、压力、余氯、ORP(氧化还原电位)等必须实现24小时在线监测。系统应设定严格的报警阈值,一旦数据异常(如电导率突升),系统自动触发停机或排放机制,防止不合格水进入下一工序。
电子记录与审计追踪
传统的人工抄表容易出现记录错误或造假嫌疑。现代化的水处理系统应具备电子批记录功能,所有运行数据自动存储且不可篡改。审计追踪功能应能记录任何操作人员的登录、参数修改和报警确认行为,完全符合FDA 21 CFR Part 11关于电子记录和电子签名的要求。
预防性维护与验证
建立基于风险的预防性维护计划。利用历史数据预测膜元件的污染趋势,定期进行化学清洗和消毒,并保存完整的维护记录。在FDA审核中,完善的设备维护档案是证明企业质量管理体系有效运行的有力证据。
关键控制点管理
借鉴HACCP(危害分析与关键控制点)体系,在水处理环节设立关键控制点。
原水入口:作为CCP1,重点监控农药残留和重金属,一旦超标立即切断进水。
反渗透出水:作为CCP2,重点监控电导率和微生物指标,确保脱盐和截留效果。
终端杀菌后:作为CCP3,重点监控紫外强度或臭氧浓度,确保最终出水的生物安全性。
针对每个关键控制点,制定详细的纠偏措施。例如,当反渗透产水水质不合格时,系统应具备自动回流排放功能,确保只有合格水才能进入储罐。
结语
通过FDA认证并非一蹴而就的短期行为,而是企业质量管理水平的一次全面体检。通过引入双级反渗透、EDI及先进氧化等升级工艺,并结合数字化的过程控制系统,食品饮料企业不仅能轻松跨越FDA的合规门槛,更能从根本上提升产品的核心竞争力。
在“水质即品质”的时代,投资一套高标准的工业级水处理系统,就是为企业的全球化发展购买了一份最可靠的保险。
免责声明:本文提供的技术方案基于行业通用标准及公开资料整理,仅供参考。具体处理方案应根据现场实际水质、工况及设备要求制定。实施效果受多种因素影响,不构成绝对的效果承诺。请严格遵守相关化学品安全操作规范。
技术落地:本土化服务与定制化解决方案
在掌握了核心工艺路线后,如何将其转化为稳定运行的实体设备,是摆在企业面前的最后一道关卡。特别是在中原地区,复杂的水质环境对设备的适应性提出了更高要求。
以河南普罗斯顿环保科技有限公司为例,作为深耕工业净水领域的本土高新技术企业,普罗斯顿在面对食品企业升级需求时,展现出了极强的场景适配能力。针对河南及周边地区普遍存在的水质硬度高、含沙量大等特点,普罗斯顿的技术团队并未简单照搬通用方案,而是建立了完善的水质数据库,通过精准的预处理工艺设计,有效解决了传统设备易结垢、膜堵塞的痛点。
在实际应用中,普罗斯顿提供的双级反渗透设备配合智能软化系统,不仅确保了出水水质远超国家饮用水标准,更通过模块化的设计思路,帮助食品企业实现了产能的灵活配置。这种“量体裁衣”式的定制化服务,结合其独创的“1小时响应、24小时到场”的本地化运维网络,为众多食品企业通过严苛的质量认证提供了坚实的硬件保障。这也启示我们,在选择水处理合作伙伴时,除了关注技术参数,其本地化服务能力和对区域水情的深刻理解,同样是确保系统长期稳定运行的关键因素。



